mplata
-
Постов
792 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Весь контент mplata
-
Вопрос по качеству монтажа
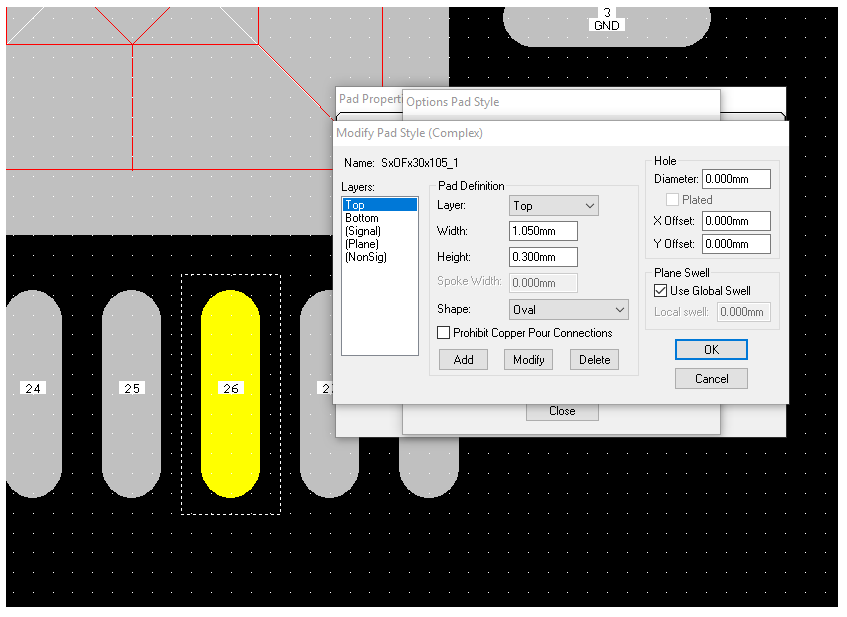
mplata ответил _стас_ тема в ООО "М-Плата"
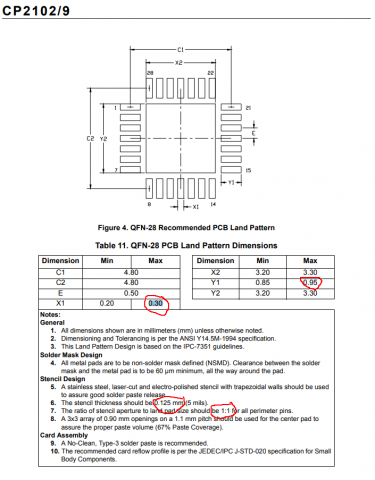
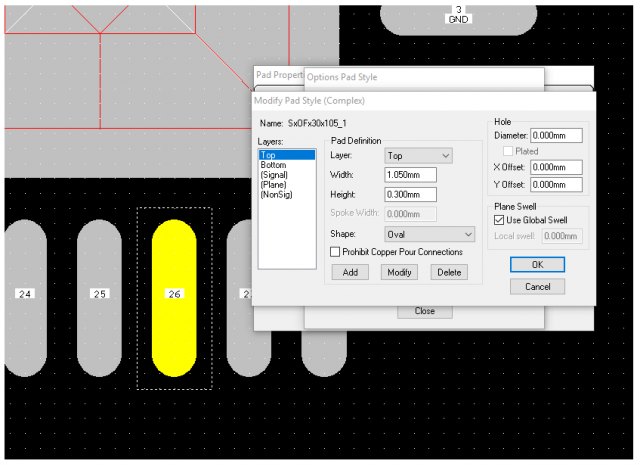
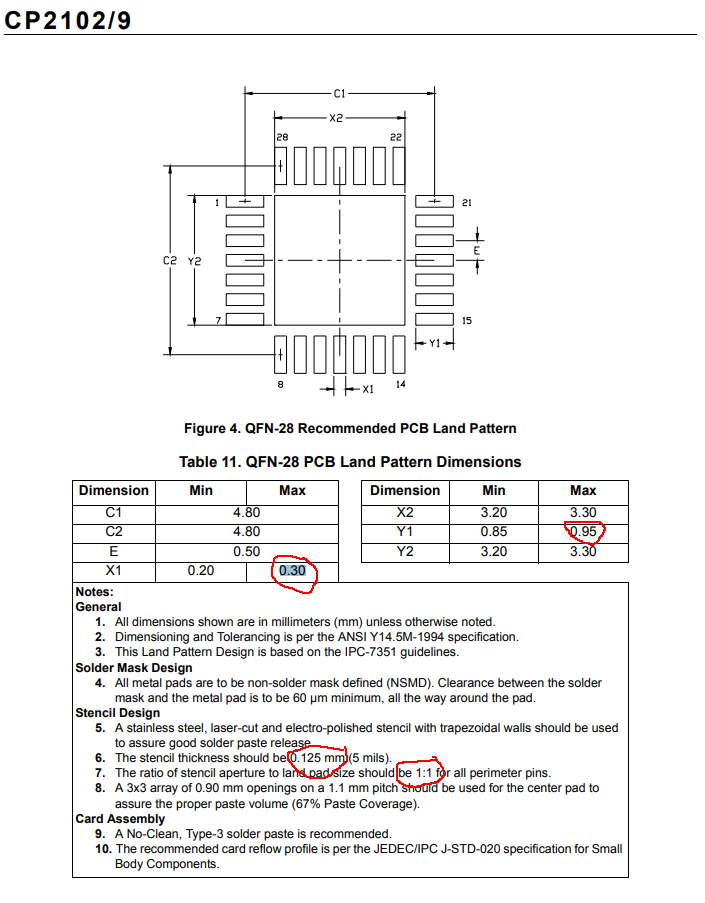
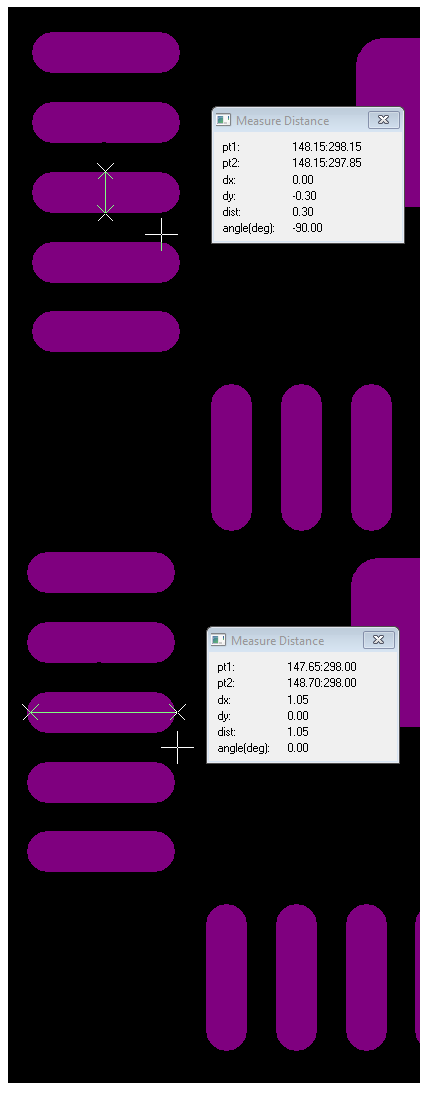
Речь идет о проекте с м\с CP2102 В документе (даташите) на микросхему идет следующая рекомендация по апертурам: ключевое тут толщина трафарета (0,125мм) и размер апертуры, который согласно документации должен быть совпадать с контактной площадкой (scale 1:1). В присланном нам проекте: Мы изготовили трафарет по следующему гербер файлу: То есть размеры совпадают с теми которые обозначены в документе на микросхему, толщина трафарета 0,125мм. То есть количество нанесенной пасты соответствует рекомендованным на микросхему. Что касается галтелей. В стандарте 610ом указано: что требований к форме галтелей нет. Главное чтобы был надежный контакт. На рисунке 8-151 представлен вариант нормы. Практически все микросхемы в данном заказе с торца не лудились (причин может быть много, например срок хранения, условия хранения или просто это особенность данного корпуса), в процессе проерки на АОИ на некоторых микросхемах (количество нам не удалось установить) были сомнения в надежности контакта. Они были отправлены на ручной пропай, чтобы гарантировать работоспособность изделий. Именно эти микросхемы Вам понравились. Что касается остатков флюса - мы не отмываем изделия от NC флюса содержащегося в пасте. Эта услуга оговаривается отдельно, так как в подавляющем большинстве заказов этого не требуется. Да и конечно холодной пайки тут быть не может, так как очевидно что паста полностью расплавилась.