bigor
-
Постов
853 -
Зарегистрирован
-
Посещение
Весь контент bigor
-
Altium Designer 20
bigor ответил toshas тема в Altium Designer, DXP, Protel
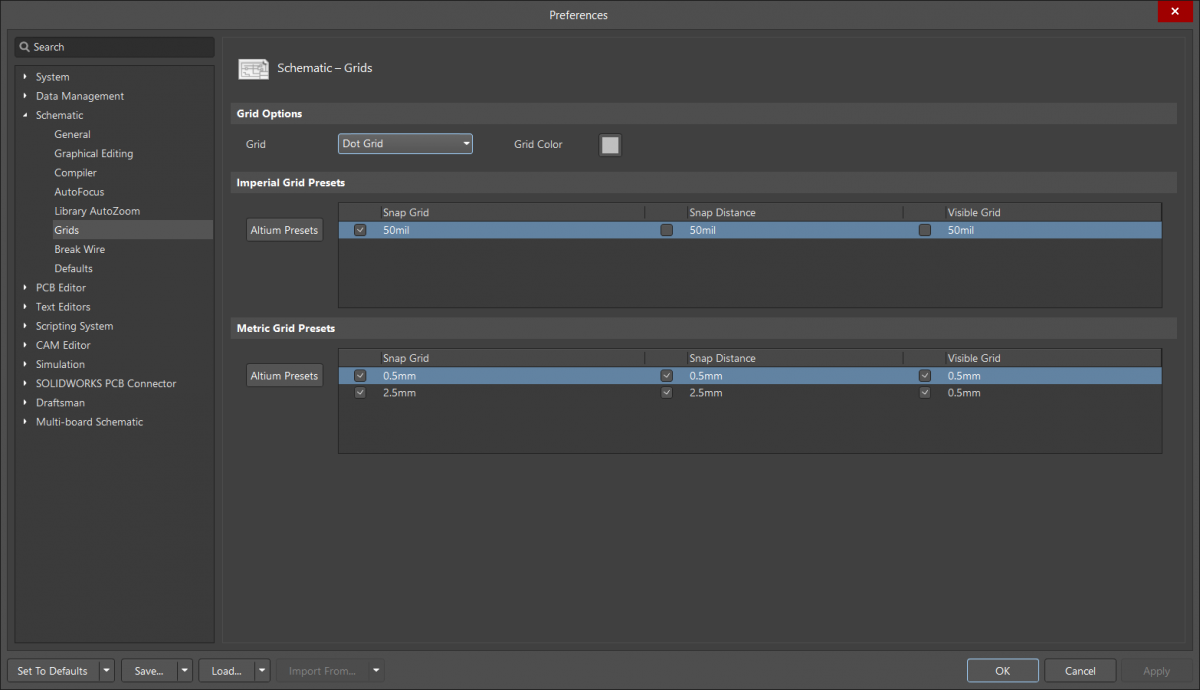
Уберите галки в настройках сетки как на рисунке показано. И будет Вам счастье. Ну это как бы намек - переходите на 4К мониторы... :)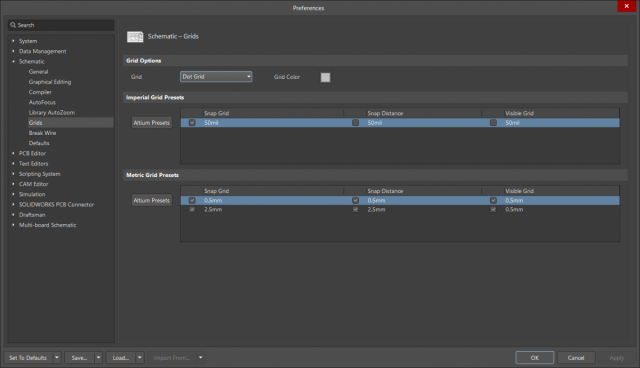
-
Uniwell Electronic Limited
bigor ответил izmer тема в Изготовление ПП - PCB manufacturing
Заказывали у них платы типа таких: Вопросов к качеству не было.